Products > Precision Components > Cold-Formed Micro-Components
Glass-Ceramic Hermetic Seals
MW Components is an experienced glass to metal seal manufacturer, with our expertise in glass seal hermetic pins, you can increase your production speed and improve your product's reliability, particularly for mission-critical applications such as defense and aerospace. MW performs all operations in-house: has a very large inventory of glass to metal seal materials including copper core alloys; cold-forming modeling software; die production; an ISO-9001-2008 certified quality program; and many other post cold forming and finishing operations.
Glass-ceramic hermetic seals are often found in OEM assemblies such as vacuum feedthroughs, sealed relays, thermal sensors, pin feedthrough terminals, LEDs, beamline feedthroughs and injector tubes, dual in-line package (DIP) headers, thrust reverser control units, smart contactors, AC/DC power distribution assemblies, thermocouple feedthroughs, time delay devices, and ceramic packages of electronic components.

CUSTOM MANUFACTURING
Custom Micro-Components
With decades of micro-component production experience, a team of dedicated engineering and production experts, and access to specialty materials and finishes, MW Components has what it takes to produce the right part for your preferred application. And with added value services like design, prototyping, and tooling assistance, we are here to help you and your team no matter where you happen to be in the development process.
To send us your specs or configure a part, request a custom quote.
Custom Solution Examples
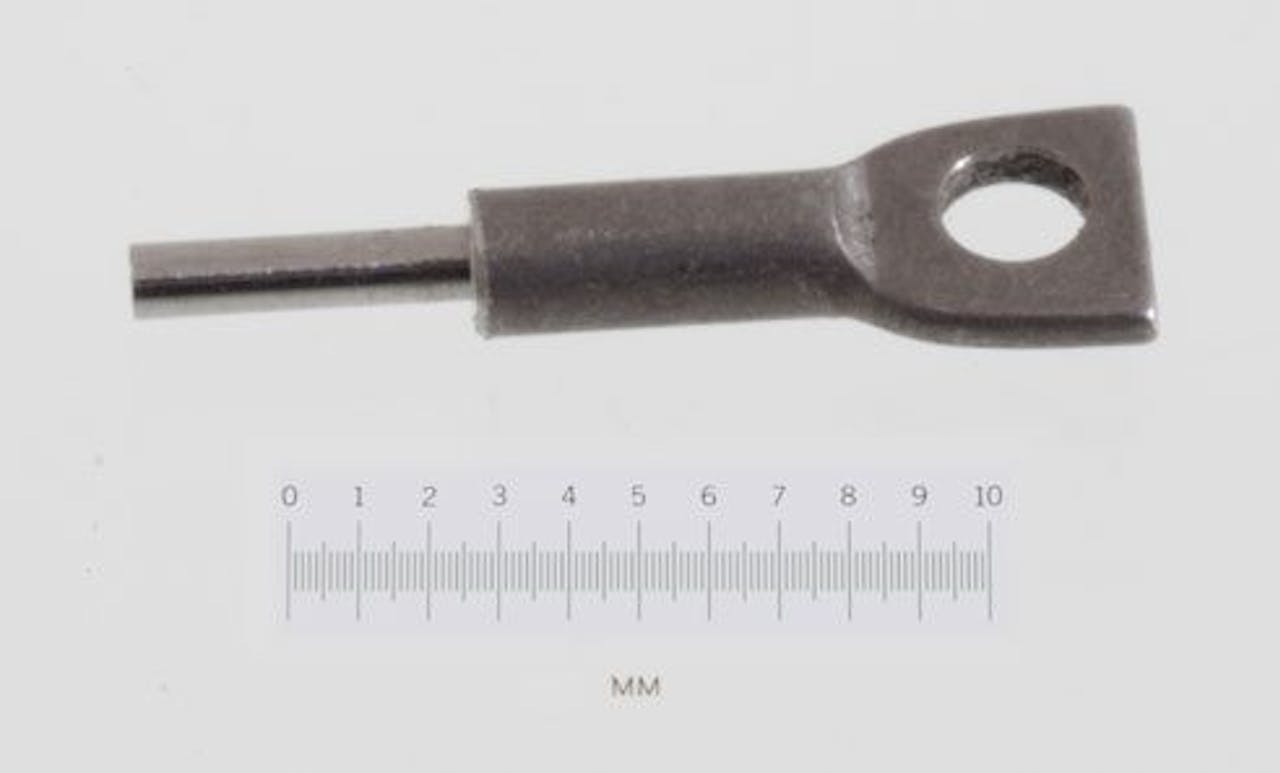
Glass to Metal Seal Terminal Flattened Pierced - .125 Diameter
Material: Expansion Alloy: 52 alloy (Nickel/Iron alloy) per ASTM F-30. Glass-to-metal seal quality.
Manufacturing Method:
- Formed & pierced on a slide machine complete off the machine.
Notable Features:
- A very good surface finish present on the sealing surfaces. No leak paths.
- Hole diameter is centered inside the terminal flat area.
- Hole diameter held to +/- .002\" (+/- .05 mm).
- The flat end is trimmed perpendicular to the lead axis.

Advantages:
- Material waste is minimal.
- Cold forming the Pin eliminates the presence of spiral machining lines.
- Production speeds are high allowing for low production costs. Much faster than machining.
Hermetic Seal Terminal
Material: 52 alloy per ASTM F-30.
Manufacturing Method:
- Cold-formed in a slide machine.
- Complete off the machine - no secondaries.
Notable Features:
- Two separated headed features on the same component.
- No indents/marks in the sealing area.
- No longitudinal draw lines that would introduce a leak path.

Advantages:
- Material waste is minimal. The part is formed from pure52 alloy round wire-no machining (no waste) or secondary used.
- Very inexpensive to manufacture compared to machining.
- The surface finish on top of the headed area is wire bondable. No machining lines or machining tits present.
Ceramic Surge Protector Component
Material: CDA 102 oxygen-free copper/high conductivity.
Manufacturing Method:
- Multi-Die cold formed.
- Manufactured as a complete part on proprietary designed & built cold form tooling.
Notable Features:
- Micro dimples (.010", .3mm) on minor OD.
- Sharp corners on pedestal edges.
- Smooth finish on .040" diameter surface (die mount surface).
- Note: precise chamfer on one end.

Advantages:
- Formed from a wire. No machining needed.
- Production speeds are high allowing for low production costs. Much faster than machining or turning.
Large Headed Pin with Weld Projections
Material: 52 alloy per ASTM f-30 (nickel/iron alloy - glass to metal seal quality)
Manufacturing Method:
- Multi-Die cold formed.
Notable Features:
- Very large volume head combined with small diameter shaft.
- Very high surface finish. No machining lines or machining tit present at either end of the part.
- A very good surface finish present on the sealing surfaces. No leak paths.
- Weld projections are formed (three rounded point projections) on top of the head surface.

Advantages:
- Material waste is minimal.
- Cold forming the weld projections is an inexpensive method of forming the weld projections. Weld projections are formed at the outer radius edge of the head surface to provide stability when welded.
- Production speeds are high allowing for low production costs. Much faster than machining.
- Surface finishes are smooth for good hermetic sealing characteristics. No machining marks/spirals/inclusions are present.
Terminal Pin for Glass to Metal Seal
Material: 52 alloy per ASTM f-30 (nickel/iron alloy-glass to metal seal quality)
Manufacturing Method:
- Multi-Die cold formed.
- Secondary performed for creation of sealing flats.
Notable Features:
- Very large volume head combined with small diameter shaft.
- Very high surface finish. No machining lines or machining tit present at either end of the part.
- Two sealing flats present on the shaft.
- A very good surface finish present on the sealing surfaces. No leak paths.

Advantages:
- Material waste is minimal.
- Sealing flats do not compromise the shaft diameter (ie: NO bulge present on the diameter).
- Concentricity of all diameters is near perfect: TIR approx. .002".
- Burrless - especially around the seal flat area.
Glass to Metal Seal Terminal
Material: Expansion alloy: Kovar (cobalt/nickel alloy) per ASTM F-15
Manufacturing Method:
- Formed on a slide machine. Secondary for .020" diameter (.5mm).
Notable Features:
- A very good surface finish present on the sealing surfaces. No leak paths.
- Micro dimensions for a miniature component: (a.) Very small shaft diameter reduction at one end: .020" (.5mm) (b.) Micro diameter thru-hole (c.) Short overall length .270" (6.9mm).
Advantages:
- Material waste is minimal.
- Cold forming the pin eliminates the presence of spiral machining lines.
- Production speeds are high allowing for low production costs. Much faster than machining.
Kovar Terminal Pins for Hermetic Seal in High Volume Electronic Use
Material: Expansion alloy: Kovar (cobalt/nickel alloy) per ASTM F-15
Manufacturing Method:
- Multi-Die cold formed.
Notable Features:
- A very good surface finish present on the sealing surfaces. No leak paths.
- Very large head volume on top of a small lead diameter.

Advantages:
- Material waste is minimal.
- Cold forming the pin eliminates the presence of spiral machining lines.
- Production speeds are high allowing for low production costs. Much faster than machining.
- Very smooth die mounting surface on top of head diameter.
Terminal Pins with Cap in Kovar
Material: Kovar alloy per ASTM f-15 (nickel/cobalt alloy - glass to metal seal quality)
Manufacturing Method:
- Multi-Die cold formed.
Notable Features:
- Very large volume head combined with small diameter shaft.
- Very high surface finish. No machining lines or machining tit present at either end of the part.
- A very good surface finish present on the sealing surfaces. No leak paths.
- Note the recessed trapezoidal shape in the top head surface.

Advantages:
- Material waste is minimal.
- Normally, this component would be a two-piece welded unit combining a Kovar disc (ie: a button) with a terminal lead. This component is cold-formed as a one-piece unit therefore there is no weld/braze joint between two different pieces and no assembly error.
- Production speeds are high allowing for low production costs. Much faster than machining.
- Concentricity of all diameters is near perfect: TIR approx. .002".
- Surface finishes are smooth for good hermetic sealing characteristics. No machining marks/spirals/inclusions are present.
Counterbored Tube Cold Formed Connector Component
Material: CDA 102 Copper
Manufacturing Method:
- Multi-Die cold formed.
Notable Features:
- Very smooth surface finish on OD and ID.
- A very good surface finish present on the sealing surfaces.
- Sharp corners with no burrs.
- Wall thickness changes from .010" (.25mm) thick to .025" (.64mm) thick.

Advantages:
- Material waste is minimal.
- Cold forming the tube eliminates the presence of spiral machining lines or draw lines in drawn tubing.
- Production speeds are high allowing for low production costs. Much faster than machining.
- Tube component is manufactured from wire, not drawn tubing allowing for better availability and less expensive raw material cost.
Large Headed Pin
Material: 52 alloy per ASTM f-30 (nickel/iron alloy - glass to metal seal quality)
Manufacturing Method:
- Multi-Die cold formed.
Notable Features:
- Very large volume head combined with small diameter shaft.
- Very high surface finish no machining lines or machining tit present at either end of the part.
- A very good surface finish present on the sealing surfaces. No leak paths.

Advantages:
- Material waste is minimal.
- Normally, this component is a machined part is turned from large diameter bar stock on a screw machine. We form this from coiled wire and manipulate it into the current shape with no material waste.
- Production speeds are high allowing for low production costs. Much faster than machining.
- Concentricity of all diameters is near perfect: TIR approx. .002".
- Surface finishes are smooth for good hermetic sealing characteristics. No machining marks/spirals/inclusions are present.
Miniature Nickel Alloy Pin
Material: 52 alloy (nickel/iron expansion alloy) per ASTM F-30
Manufacturing Method:
- Produced on multi-station micro forming equipment.
- Complete off the machine.
- No secondary processes needed.
- Tools designed in-house.
- Tools built in our in-house tool room.
Notable Features:
- The largest diameter at .040" diameter (1 mm)
- Middle diameter at .029" diameter (.74mm)
- Small diameter at .019" diameter (.48 mm)
- The glass sealing area of the pin is the .029" diameter-allowing for a robust platform that will not move (& crack the glass) on which the .019" dia. Lead can be bent. Also, the .040" headed portion creates a large target for wire bonding or brazing.

Advantages:
- Production is faster than machining or grinding.
- Very little waste; scrapless.
- Excellent surface finishes are attainable without the possibility of machining lines around the outside diameters.
- The cold-forming process does not risk the usual machining tit issue at the end surfaces.
Our Manufacturing Locations
Have Questions?
Talk with our experts today and let us help you figure out the best solution.